
Дещо більш ніж за 100 років алюміній з рідкісного і дорогого матеріалу перетворився на необхідну складову нашого життя. Області його застосування дедалі більше розширюються, відповідно зростають промислові обсяги споживання цього металу. Саме механічні та антикорозійні властивості, мала питома вага алюмінію є визначальними факторами, що дозволяє створювати легкі та водночас міцні конструкції.
СПОСОБИ ЗВАРЮВАННЯ
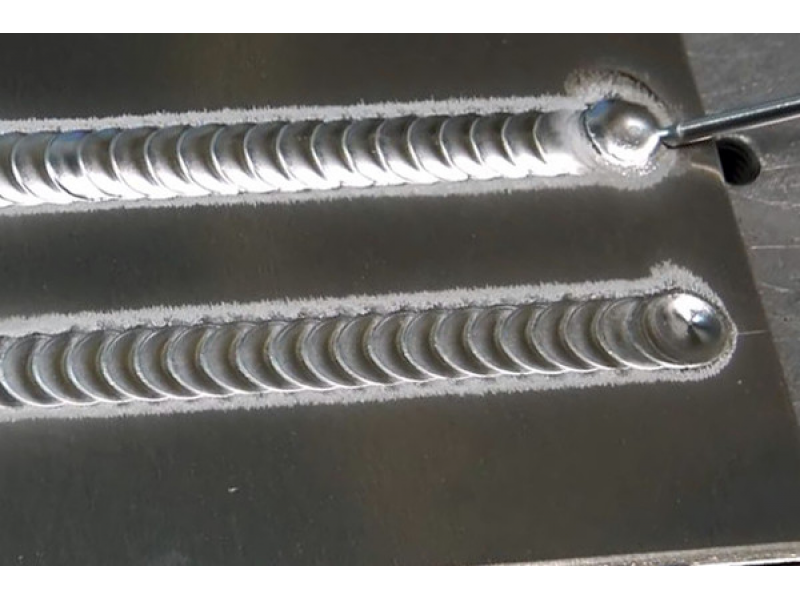
Для зварювання деталей з алюмінію та її сплавів застосовується як MIG- і TIG(AC)- зварювання. Швидкість TIG-зварювання втричі нижча, ніж швидкість MIG-зварювання, але шов виходить якіснішим.
ОСНОВНІ РЕКОМЕНДАЦІЇ ЩОДО ЗВАРЮВАННЯ
Перш ніж вперше розпочати роботу з алюмінієм, зварювальник повинен ознайомитися з особливостями матеріалу та технологією його зварювання.
Чистий алюміній проводить електричний струм у чотири рази краще за сталь, тому процес його зварювання має свої технологічні особливості. Здатність проводити тепло у алюмінію (близько 2,2 Вт/см K) також значно вища, ніж у сталі (близько 0,6 Вт/смK). Наприклад, у таких часто застосовуваних алюмінієвих сплавів, як AlMg4,5Mn або AlMg5, теплопровідність становить від 1,2 до 1,3 Вт/см K, що також вище значення теплопровідності сталі.
Через високу теплопровідність виконувати високопродуктивне зварювання дуже важко через недостатню глибину проплавлення. Кристалізація зварювальної ванни відбувається дуже швидко і тому можливе неповне газовиділення, що призводить до утворення пор в зварному шві. Щоб уникнути цього, необхідно збільшувати силу зварювального струму, робити попередній підігрів деталі, і використовувати як захисний газ, гелій або його суміш з аргоном. На початкову ділянку зварного з'єднання також можлива деяка неміцність шва через недостатнє провар через «непрогрітість» деталей. Технічно ця проблема вирішується шляхом використання функціонального 4-тактного режиму, реалізованого на зварювальних апаратах MERKLE.
У першому такті зварювання можна задати імпульс зварювального струму більшої сили, ніж основний, який прискорить нагрівання деталей, що зварюються.
МАТЕРІАЛИ І ЗВАРЮВАЛЬНИЙ ДРІТ
Спектр алюмінієвих сплавів сьогодні дуже широкий. Що стосується алюмінієвого зварювального дроту, загальною вимогою є його своєчасне використання. Час зберігання при розкритій упаковці має бути зведений до мінімуму, оскільки швидке окислення поверхні веде до погіршення якості дроту. Особливо шкідливий вплив високої вологості повітря.
Кромки і навколошовна зона деталей, що зварюються, повинні бути ретельно очищені від забруднень. Це має бути зроблено безпосередньо перед зварюванням. За короткий час алюміній покривається шаром оксиду алюмінію (Al2O3).
ЗАХИСНІ ГАЗИ ДЛЯ ЗВАРЮВАННЯ
Алюміній та алюмінієві сплави повинні зварюватись у середовищі захисних інертних газів. Здебільшого при цьому застосовується аргон. Але краще використовувати газову суміш аргону та гелію. Вищий показник теплопровідності гелію визначає відповідно і більш високу температуру зварювальної ванни, що виявляється перевагою при зварюванні металевих листів великої товщини. Застосування суміші захисних газів сприяє більш повному газовиділенню і потенційному відсутності пор.
СПЕЦІАЛЬНІ РЕКОМЕНДАЦІЇ ПО MIG-ЗВАРЮВАННЯ
Зварювальні апарати
Стандартні MIG/MAG-апарати підходять для зварювання алюмінію досить умовно. Оптимального результату можна досягти, використовуючи синергетичні імпульсно-дугові апарати, які мають спеціальну програму для зварювання алюмінію. Як рекомендація: - для зварювання алюмінію товщиною 6 мм необхідно використовувати зварювальний апарат з можливістю регулювання струму зварювання до 300 A.
Імпульсно-дугове зварювання
Синергетичні імпульсно-дугові зварювальні апарати мають готові програми для виконання зварювання різних матеріалів. Ці програми мають оптимальне налаштування для різних сплавів. Ручний перемикач на панелі керування дозволяє вибрати будь-яку програму. За допомогою кнопкового керування на регуляторі енергії потрібно вибрати лише силу струму. Налаштування всіх інших параметрів виконується мікропроцесором автоматично.
Подання дроту
Алюмінієвий дріт значно пластичніший за сталевий. У зв'язку з цим рекомендується чотирироликовий пристрій для того, щоб притискне зусилля розподілялося на кожну пару роликів. Ролики для подачі алюмінієвого дроту повинні мати U-подібну канавку, щоб захистити поверхню дроту від пошкодження. Необхідно дотримання правильного вибору діаметра канавки та діаметра дроту, щоб зменшити деформацію дроту.
Зварювальний пальник
Для зварювального пальника застосовується тефлонова напрямна для зменшення тертя дроту. Загальна довжина пальника має перевищувати 3 м, а рукав під час зварювання повинен залишатися наскільки можна прямим. При використанні дроту діаметром 0,8 мм рекомендується застосування Push-Pull-пальника. У цьому пальнику вбудований мініатюрний механізм подачі дроту, що дозволяє збільшити довжину пальника до 10 м-коду.
Положення пальника
При зварюванні пальник розташовується під кутом 10-20 ° до вертикалі. Відстань між соплом пальника і деталями, що зварюються, повинна бути 10–15 мм. За більшої відстані необхідно значно збільшувати подачу захисного газу.
Витрата захисного газу
Рекомендується наступна витрата:
Діаметр дроту 1,0 мм - 12-14 л/хв.
Діаметр дроту 1,2 мм - 14-16 л/хв.
Діаметр дроту 1,6 мм - 18-22 л/хв.
Для встановлення необхідної витрати газу рекомендується використовувати ротаметри.
Функціональні режими зварювання
У сучасних імпульсно-дугових зварювальних апаратах реалізовано функціональні режими зварювання, зокрема 4-тактний, що дозволяє налаштувати окремо зварювальні параметри на кожному етапі виконання зварного шва. У першому такті в початковій стадії виконання зварювання активується вищий зварювальний струм, який прискорює прогрів деталей, що зварюються. При цьому можна уникнути зварювальних дефектів у початковій стадії процесу зварювання.
Закінчення процесу зварювання також може призвести до утворення дефектів. Крім утворення незавареного кратера, також можливе утворення гарячих тріщин внаслідок усадки розплавленого металу зварювальної ванни при охолодженні. Реалізація функції зниження струму третьому такті можна повністю уникнути появи вищевказаних дефектів.
Інтерпульс-метод
Одним із специфічних методів імпульсно-дугового зварювання є інтерпульс-метод, який має переваги перед іншими методами при зварюванні алюмінію. У цьому випадку на основний пульсуючий струм додається другий програмований імпульс струму. Зовнішній вигляд зварного шва має такий самий вигляд, як і при TIG-зварюванні.
Перевагами інтерпульс-методу є:
зовнішній вигляд та якість шва як при MIG-зварюванні;
зменшення нагріву шва;
зменшення термічних деформацій виробу, що зварюється.
СПЕЦІАЛЬНІ РЕКОМЕНДАЦІЇ ПО TIG(AC)-ЗВАРЮВАННЮ
Апарат TIG
Для зварювання алюмінію TIG-апаратами здійснюється перемикання на змінний струм (AC). Є великий вибір зварювальних апаратів від 170 до 600 A.
Положення пальника при TIG-зварюванні
Пальник розташовується за напрямом зварювання під кутом 15–40° до вертикалі. Присадочний матеріал вводиться у зварювальну ванну під кутом 10–30° стосовно поверхні заготівлі.
Кількість захисного газу
Кількість захисного газу становить приблизно 5-12 л/хв залежно від діаметра керамічної форсунки TIG-пальника. Після закінчення зварювання, необхідне продування захисним газом для захисту зварного шва і охолодження електрода, що не плавиться.
")


